Cooke Solutions for Zozo Suit Challenges
A key concern when manufacturing biotech fabrics is ensuring the environment is safe and productive.
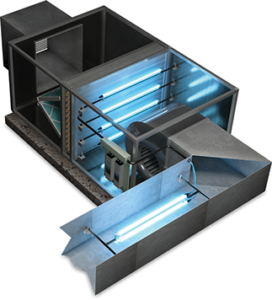
Cooke Industries provided the air conditioning and air handling systems for the technologically advanced new Stretch Sense factory. Naturally this has all been highly confidential and extremely high-tech.
Cooke Industries helped Stretch Sense, the makers of Zozo suits, construct their innovative factory here in Penrose, Auckland. The Zozo suit is a revolutionary body-measurement device that contains over 15,000 sensors. The skin-hugging, high-tech body suit is able to send data directly to a smartphone app. This can be used to ensure clothes fit perfectly and is an ideal tool to capture information about body movement to support training and better understand how the body moves.
Andrew Cooke, Managing Director, has been with the family business for decades and has seen increased awareness around the importance of healthy workplaces and health and safety issues. He said “The key issue with the Stretch Sense project was removing solvents from the manufacturing process of this unique biotech fabric. We utilised ground-breaking methodology by using dehumidification and reheat treatment of the processed air before exhausting 100% clean air into the environment.
“We had numerous problems to overcome such as the corrosive environment, flammable materials, temperature extremes from 90° to 5° - and there were many restrictions on material choices due to interactions with the solvents. It was extremely important that our engineers fully understood the manufacturing process; we worked closely with the client to ensure the end result would exceed their expectations.
“On top of all this the project was fast-tracked and delivery times were tight with a reduced six-week time frame for design and supply.
“I’m proud to say that we were able to meet every request with elegant solutions that delivered exactly what the client needed.”
The results that the Cooke Industries engineers came up with included:
Customized stainless steel AHU panels with special seals to resist the corrosive environment and extreme temperatures
Special tinned copper condensing and reheat coils
Spark-proof stainless steel ATEX rated SISW exhaust fan c/w flameproof motors
Close liaison with critical path suppliers to ensure we communicated with all stakeholders regarding both the design and potential solutions for the myriad of constraints and supply in the timeframe.
Andrew added “the outcome is the absolutely successful removal of environmental contaminants from the airstream. This is exactly what we planned, executed and I’m delighted that it all worked out perfectly. This project has been extremely interesting and challenging."
The Cooke design team of highly qualified professionals are trained to ensure we meet our client's needs and deliver successful projects. We are continually developing and improving the design, capability and performance of our products and services. We stay up-to-date with the latest technological advances so that we can meet the demands of new design and complex factory requirements such as this one.